OEM 2/3/4 Flutes Ball Nose End mills with Straight shang



4 ഫ്ലൂട്ട്സ് ബോൾ നോസ് എൻഡ് മില്ലുകൾ സ്ട്രെയിറ്റ് ഷാങ്ക്
1. ഉയർന്ന ശക്തിയും മൂർച്ചയുള്ള അഗ്രവും സംയോജിപ്പിക്കുന്ന ബോൾ എഡ്ജിന്റെ മധ്യ രൂപകൽപ്പനയ്ക്ക് കട്ടിംഗ് പ്രോസസ്സിംഗ് സമയത്ത് ജനറേറ്റുചെയ്യുന്ന ചിപ്പുകൾ ശരിയായി കൈകാര്യം ചെയ്യാൻ കഴിയും.
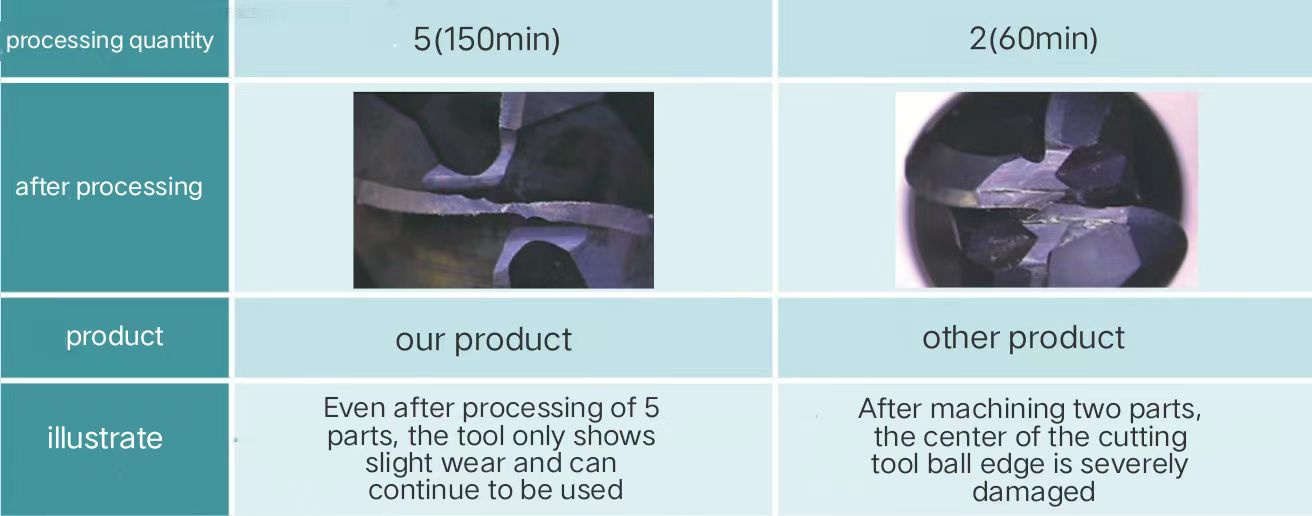
2. മില്ലിംഗ് Cr12 (36HRC) ൽ ഉയർന്ന പ്രകടനമുള്ള ഫോർ എഡ്ജ് ബോൾ എൻഡ് മില്ലിംഗ് കട്ടറിന്റെ പ്രയോഗ സാഹചര്യം
അപേക്ഷ
2/4 എഡ്ജ് സ്ട്രെയിറ്റ് ഷാങ്ക് ബോൾ എൻഡ് മില്ലുകൾ പ്രൊഫൈലിംഗ്, കാവിറ്റി മെഷിനിംഗ്, സ്ഫെറിക്കൽ മെഷീനിംഗ് എന്നിവയ്ക്ക് അനുയോജ്യമാണ്.2 ഫ്ലൂട്ടുകൾ പ്രൊഫൈൽ മില്ലിംഗിനും വിശാലമായ ആപ്ലിക്കേഷനുകൾക്കൊപ്പം ഉയർന്ന വേഗതയുള്ള മെഷീനിംഗിനും അനുയോജ്യമാണ്.കാർബൺ സ്റ്റീൽ, അലോയ് സ്റ്റീൽ, പ്രീഹാർഡൻഡ് സ്റ്റീൽ, കെടുത്തിയ സ്റ്റീൽ (55HRC~68HRC), കാസ്റ്റ് ഇരുമ്പ്, ഡക്ടൈൽ ഇരുമ്പ്, സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ, ടൈറ്റാനിയം അലോയ്കൾ, ചൂട് പ്രതിരോധശേഷിയുള്ള അലോയ്കൾ എന്നിവ സംസ്കരിക്കുന്നതിന് ഇത് വളരെ അനുയോജ്യമാണ്.4 ഫ്ലൂട്ടുകളെ സംബന്ധിച്ചിടത്തോളം, ഇതിന് ഉയർന്ന ഫീഡ് വേഗത കൈവരിക്കാൻ കഴിയും, അതുവഴി ഉയർന്ന കട്ടിംഗ് കാര്യക്ഷമത കൈവരിക്കാനാകും.കാർബൺ സ്റ്റീൽ, അലോയ് സ്റ്റീൽ, പ്രീഹാർഡൻഡ് സ്റ്റീൽ, കെടുത്തിയ സ്റ്റീൽ (55HRC~68HRC), കാസ്റ്റ് ഇരുമ്പ്, ഡക്ടൈൽ ഇരുമ്പ്, സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ, ടൈറ്റാനിയം അലോയ്കൾ, ചൂട് പ്രതിരോധശേഷിയുള്ള അലോയ്കൾ എന്നിവ സംസ്കരിക്കുന്നതിന് ഇത് വളരെ അനുയോജ്യമാണ്.
സ്പെസിഫിക്കേഷനുകൾ
തിരഞ്ഞെടുക്കാൻ 2 ഫ്ലൂട്ട് മില്ലിംഗ് കട്ടറുകളുടെ 20-ലധികം മോഡലുകൾ ഉണ്ട്, അതേസമയം 4 ഫ്ലൂട്ട് മില്ലിംഗ് കട്ടറുകളുടെ പത്തിലധികം സവിശേഷതകൾ ഉണ്ട്.അവരുടെ അസംസ്കൃത വസ്തുക്കളെല്ലാം UK20, TAN കോട്ടിംഗുകളാണ്.
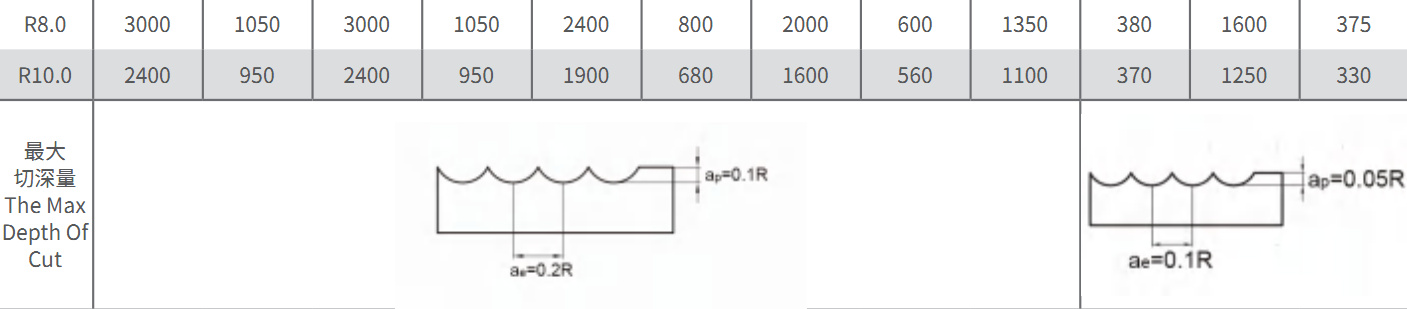
QCM2F/QCM4F-ന്റെ കട്ടിംഗ് പാരാമീറ്ററുകൾ
QCM2F-ന്റെ കട്ടിംഗ് പാരാമീറ്ററുകൾ

1. ഉയർന്ന കൃത്യതയുള്ള യന്ത്ര ഉപകരണങ്ങളും ടൂൾ ഹാൻഡിലുകളും ഉപയോഗിക്കുക.
2. എയർ കൂളിംഗ് അല്ലെങ്കിൽ പുക സൃഷ്ടിക്കാൻ സാധ്യതയില്ലാത്ത കട്ടിംഗ് ദ്രാവകം ഉപയോഗിക്കുക.
3. മെഷീൻ ടൂൾ വർക്ക് പീസിന്റെ ഇൻസ്റ്റാളേഷൻ കാഠിന്യം മോശമാകുമ്പോൾ, വൈബ്രേഷനും അസാധാരണമായ ശബ്ദവും ഉണ്ടാകാം.ഈ സമയത്ത്, മുകളിലെ പട്ടികയിലെ വേഗതയും ഫീഡ് വേഗതയും വർഷം തോറും കുറയ്ക്കണം.
4. കട്ടറിന്റെ സസ്പെൻഷൻ നീളം കഴിയുന്നത്ര ചെറുതായിരിക്കണം.
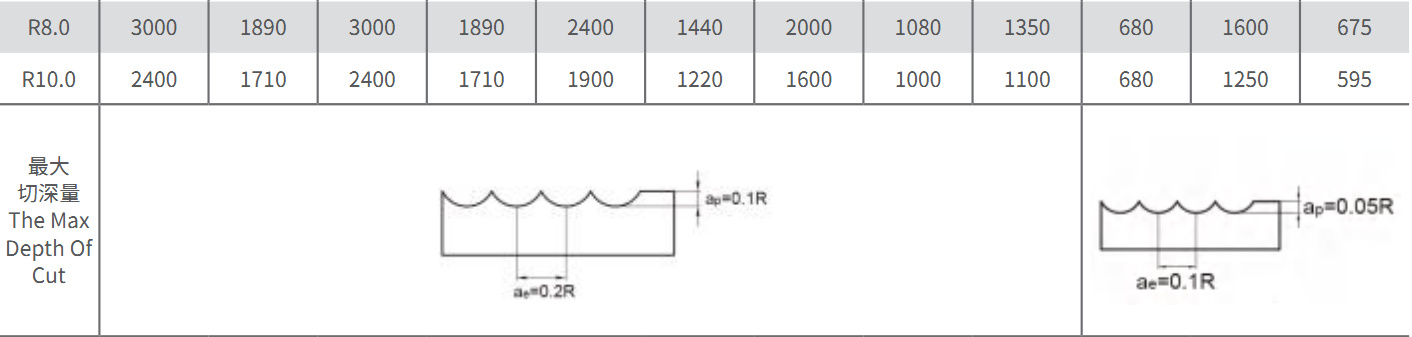
QCM4F-ന്റെ കട്ടിംഗ് പാരാമീറ്ററുകൾ

1. ഉയർന്ന കൃത്യതയുള്ള യന്ത്ര ഉപകരണങ്ങളും ടൂൾ ഹാൻഡിലുകളും ഉപയോഗിക്കുക.
2. എയർ കൂളിംഗ് അല്ലെങ്കിൽ പുക സൃഷ്ടിക്കാൻ സാധ്യതയില്ലാത്ത കട്ടിംഗ് ദ്രാവകം ഉപയോഗിക്കുക.
3. മെഷീൻ ടൂൾ വർക്ക് പീസിന്റെ ഇൻസ്റ്റാളേഷൻ കാഠിന്യം മോശമാകുമ്പോൾ, വൈബ്രേഷനും അസാധാരണമായ ശബ്ദവും ഉണ്ടാകാം.ഈ സമയത്ത്, മുകളിലെ പട്ടികയിലെ വേഗതയും ഫീഡ് വേഗതയും വർഷം തോറും കുറയ്ക്കണം.
4. കട്ടറിന്റെ സസ്പെൻഷൻ നീളം കഴിയുന്നത്ര ചെറുതായിരിക്കണം.

